Mikä on kartonkikone ja mitä se tekee?
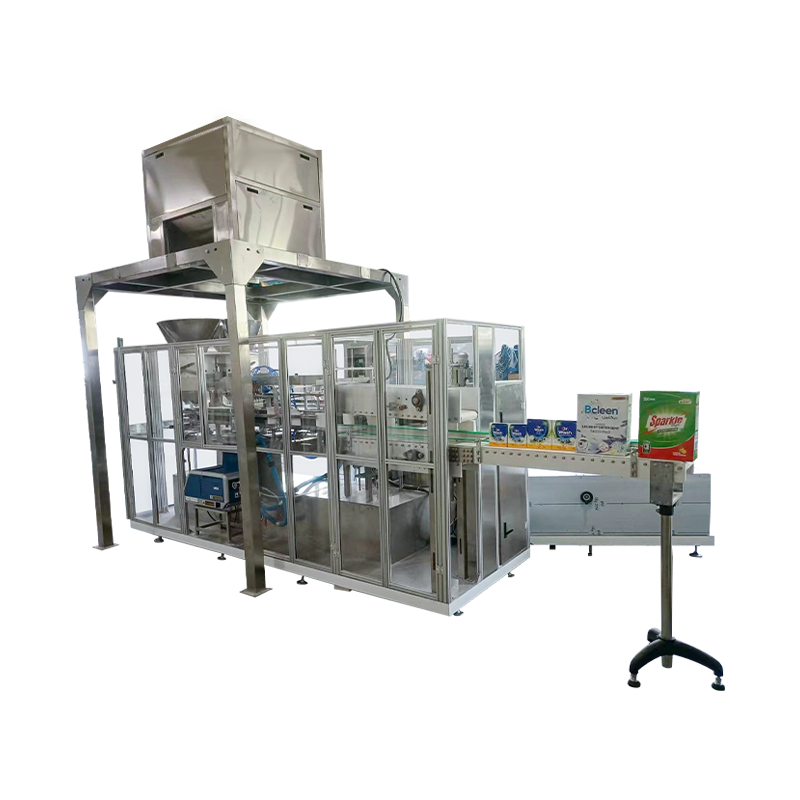
Kartonkikone, jota kutsutaan myös kartonkikoneeksi, kartonkipakkauskoneeksi tai kartongin pystytys- ja täyttökoneeksi, on automatisoitu pakkauslaite, joka ottaa litteiksi taitetut kartonkipakkausaihiot, kokoaa ne avoimiin laatikoihin, täyttää ne tuotteella ja sulkee ja sulkee ne valmiiksi etiketöintiä, laatikoiden pakkaamista tai lähetystä varten. Koko prosessi - laatikon pystytys, tuotteen asettaminen, läpän taittaminen ja sulkeminen - suoritetaan automaattisesti nopeuksilla, jotka vaihtelevat muutamasta kymmenestä useaan sataan laatikkoon minuutissa konetyypistä ja kokoonpanosta riippuen.
Kartonkikoneet istuvat toissijaisten pakkauslinjojen ytimessä useilla eri toimialoilla. Lääkevalmistajat käyttävät niitä läpipainopakkausten, pullojen ja injektiopullojen pakkaamiseen taitettaviin laatikoihin. Elintarviketuottajat käyttävät niitä murojen, kekseiden, pakasteaterioiden ja makeisten pakkaamiseen. Kosmetiikka- ja henkilökohtaisen hygieniaalan yritykset käyttävät niitä voiteisiin, seerumeihin ja hiustenhoitotuotteisiin. Kartonkikone ottaa joka tapauksessa työvoimavaltaisen ja toistuvan kartonkipakkausten muodostus- ja täyttötyön, joka muutoin vaatisi suuria määriä manuaalisia pakkausoperaattoreita – parantaa nopeutta, yhtenäisyyttä, hygieniaa ja kustannustehokkuutta samanaikaisesti.
Nykyaikaiset kartonkipakkauskoneet ovat erittäin konfiguroitavissa ja niihin mahtuu monenlaisia laatikoiden kokoja, tuotetyyppejä, sulkemistapoja ja linjanopeuksia. Monet integroituvat saumattomasti alkupään täyttö- tai primääripakkauslaitteisiin ja loppupään tarkistusvaaoihin, metallinilmaisimiin, etikettiapplikaattoreihin ja kotelopakkajiin muodostaen täysin automatisoituja pakkauslinjoja ilman ihmisen toimenpiteitä.
Kuinka kartonkikone toimii: vaiheittainen prosessi
Huolimatta saatavilla olevista malleista ja kokoonpanoista useimpien kartonkikoneiden ydinprosessiin kuuluu sama perustoimintosarja. Tämän järjestyksen ymmärtäminen auttaa selventämään, miksi erilaiset konemallit sopivat erilaisiin tuotteisiin ja kartonkityyleihin.
Kartonkilehti ja aihionsyöttö
Litteäksi taitetut kartonkiaihiot ladataan makasiiniin – suureen suppiloon tai telineeseen, jossa on aihioiden määrä oikein suunnattuina automaattista syöttöä varten. Imukuppi tai mekaaninen poimintajärjestelmä vetää yhden aihion kerrallaan makasiinista ja siirtää sen koneeseen. Useimmissa koneissa on anturit, jotka havaitsevat alhaiset tyhjät tasot ja laukaisevat hälytyksen ennen kuin makasiini tyhjenee, jolloin käyttäjä voi ladata uudelleen linjaa pysäyttämättä. Joissakin nopeissa koneissa on automaattiset aihioiden syöttöjärjestelmät, jotka täydentävät makasiinia jatkuvasti massavarastosta ilman manuaalista puuttumista.
Pahvilaatikon pystytys ja avaaminen
Tasainen aihio avataan taitetusta tilastaan kolmiulotteiseksi suorakaiteen muotoiseksi laatikoksi imukuppien, muotoiluohjaimien ja mekaanisten aurien yhdistelmällä. Tämä on yksi mekaanisesti tarkimmista vaiheista prosessissa – pahvipakkauksen on oltava täysin suorakulmainen ja oikein suunnattu ennen tuotteen asettamista paikalleen. Väärin pystytetyt laatikot aiheuttavat tuotetukoksia, täyttövirheitä ja sulkemisongelmia loppupäässä. Pystytetty laatikko siirretään sitten laatikonkannattimeen tai ketjukuljettimeen, joka pitää sen paikallaan, kun se kulkee koneen seuraavien vaiheiden läpi.
Tuotteen lataus ja asettaminen
Tuote työnnetään avoimeen pakkaukseen joko päästä (päätykuormituskoneet) tai ylhäältä (yläkuormituskoneet). Päätypakkauslaatikoissa työntö tai robottivarsi liukuu tuotteen vaakasuoraan laatikon avoimeen päähän. Ylhäältä ladattavissa koneissa tuote pudotetaan, asetetaan tai lasketaan pystysuoraan laatikon avoimeen yläosaan. Tuotteen lastausjärjestelmä on koneen sovelluskohtaisin osa – eri tuotetyypit vaativat erilaisia syöttökuljettimia, ryhmittelyjärjestelmiä ja syöttömekanismeja. Esitteet, ohjeet tai pussit voidaan asettaa automaattisesti tuotteen viereen tässä vaiheessa käyttämällä erityisiä esitteen syöttölaitteita.
Läppä taitto ja sulkeminen
Kun tuote on asetettu pakkaukseen, pahvikotelon avoin pää tai päät suljetaan taittamalla laatikon läpät peräkkäin. Mekaaniset aurat ja taittoohjaimet taittelevat pienet ja suuret läpät oikeaan järjestykseen ja suljin joko työnnetään (sisäläpän lukituskieleke lukittuu ulkoläpän alle ilman liimaa) tai liimataan (läpäihin levitetään kuumasulateliimaa ennen kuin ne puristetaan yhteen ja pidetään paineen alaisena, kun liima kovettuu). Tuck-end-sulkimet ovat nopeampia eivätkä vaadi liimajärjestelmää, mutta liimatut sulkimet tarjoavat tehokkaamman ja rakenteellisesti turvallisemman sinetin – valinta niiden välillä riippuu tuotteesta, pahvikotelon suunnittelusta ja mahdollisista peukalointia koskevista säännöksistä.
Pahvilaatikon purkaminen ja hylkääminen
Valmiit, suljetut laatikot tyhjennetään poistokuljettimelle siirrettäväksi alavirran laitteisiin. Useimmat nykyaikaiset kartonkikoneet sisältävät näköjärjestelmiä tai antureita, jotka varmistavat pahvipakkauksen täytön, sulkemisen eheyden ja lehtisten läsnäolon purkupisteessä. Pahvilaatikot, jotka eivät läpäise mitään näistä tarkistuksista, ohjataan automaattisesti hylkäyskouruun, mikä estää vaatimustenvastaisten pakkausten pääsyn kuluttajalle. Hylkäystiedot kirjataan lokiin laatutietueita varten, ja toistuvat samantyyppiset hylkäykset laukaisevat hälytyksen, joka kehottaa käyttäjää tutkimaan perimmäistä syytä.
Kartonkikoneiden tyypit: End-Load vs. Top-Load
Perimmäisin ero kartonkikonetyyppien välillä on suunta, josta tuote tulee pahvipakkaukseen – päästä (vaaka) tai ylhäältä (pystysuora). Tällä yksittäisellä erolla on merkittäviä vaikutuksia siihen, mitä tuotteita voidaan pakata, kuinka tuotteiden syöttö on järjestettävä ja mitkä kartonkityypit ovat yhteensopivia kunkin konetyypin kanssa.
Vaakasuuntaiset päätypakkauskoneet
Vaaka- tai päätypakkauskoneessa laatikko kulkee vaakasuunnassa koneen läpi kyljellään ja tuote työnnetään vaakasuoraan toisen avoimen pään kautta. Tämä on yleisin lääkepakkausten kokoonpano, jossa läpipainopakkaukset, putket, pullot ja injektiopullot työnnetään pahvikoteloon työntölevyllä. Vaakasuora suuntaus pitää laatikon vakaana ja helpottaa samankokoisten ja -muotoisten tuotteiden lisäämistä. Päätypakkauslaatikot ovat erittäin yhteensopivia linjassa olevien tuotteiden syöttöjärjestelmien kanssa – tuote virtaa jatkuvasti ylävirran laitteista linjassa, se on ryhmitelty oikeaan määrään ja työnnetään laatikkoon yhdellä tasaisella liikkeellä. Suorituskykyisten loppukuormitettavien lääkepakkauslaitteiden nopeus voi olla 300–500 laatikkoa minuutissa jatkuvatoimisissa koneissa.
Pystysuuntaiset ylhäältä ladattavat kartonkikoneet
Pysty- tai ylhäältä ladattavassa kartonkikoneessa laatikko pidetään pystyssä yläosa auki ja tuote ladataan ylhäältä. Tämä kokoonpano sopii paremmin tuotteille, joita ei voida helposti työntää vaakasuunnassa – herkät esineet, kuten suklaat, keksit ja keksit, jotka rikkoutuvat työntölevyn paineessa; epäsäännölliset tai pehmeät tuotteet, kuten tuoreet leivonnaiset tai pussit; ja tuotteet, jotka on pinottava huolellisesti tai järjestettävä tiettyyn suuntaan pakkauksessa. Päältä ladattavat pakkaukset käyttävät usein robottilatausjärjestelmiä – delta- tai SCARA-robotteja, jotka on varustettu näköohjatuilla poiminta- ja sijoituspäillä – käsitelläkseen tuotetta hellästi ja tarkasti. Vaikka ylhäältä ladattavat pakkaukset ovat yleensä hieman hitaampia kuin nopeat loppulatauskoneet yksinkertaisille tuotteille, ne tarjoavat enemmän joustavuutta monimutkaisiin lastauskuvioihin.
Jaksottaiset vs. jatkuvan liikkeen pakkaukset
Sekä päätykuorma- että yläkuormitusluokissa kartonkikoneet voivat käyttää joko jaksottaista liikettä tai jatkuvaa liikettä. Jaksottaiset liikkeet pysäyttävät jokaisen laatikon hetkeksi jokaisella asemalla – pystytys, lastaus, taittaminen, sulkeminen – ennen indeksointia seuraavaan kohtaan. Tämä stop-and-go-toiminto tekee mekaanisesta ajoituksesta yksinkertaisempaa ja antaa enemmän aikaa jokaiselle toimenpiteelle, mutta rajoittaa maksiminopeutta ja lisää mekaanista kulumista toistuvista käynnistys-pysäytysjaksoista. Jatkuvat liikkeet pitävät laatikot liikkeessä tasaisesti koko prosessin ajan, ja jokainen käyttöasema liikkuu synkronoituna laatikon kanssa suorittaessaan tehtäväänsä. Jatkuva liike mahdollistaa huomattavasti suuremmat nopeudet ja kevyemmän laatikon käsittelyn, mutta vaatii kehittyneempää suunnittelua. Jos tuotantonopeus on alle noin 100 laatikkoa minuutissa, ajoittainen liike on usein riittävää ja kustannustehokkaampaa; Tämän kynnyksen yläpuolella jatkuvatoimiset koneet ovat yleensä edullisia.
Kartonkikoneen kokoonpanot sulkutyypin mukaan
Päätykuorman ja yläkuorman välisen eron lisäksi kartonkikoneet luokitellaan myös sen mukaan, miten ne sulkevat ja sulkevat laatikon. Kahdella pääsulkumenetelmällä – tuck-end ja liimatiiviste – on erilaiset vaikutukset koneen monimutkaisuuteen, kartonkipakkauksen suunnitteluvaatimuksiin ja sulkimen soveltuvuuteen eri sovelluksiin.
| Ominaisuus | Tuck-Pään sulkeminen | Liimatiiviste sulkeminen |
| Tiivistysmenetelmä | Mekaaninen kiinnitysliuska | Kuumasulate tai kylmäliima |
| Koneen monimutkaisuus | Alempi – ei tarvita liimajärjestelmää | Korkeampi - vaatii liima-applikaattorin |
| Sulkemisen turvallisuus | Keskitaso – voidaan avata ja sulkea uudelleen | Korkea – peukalointi havaittavissa, pysyvä |
| Tyypillisiä toimialoja | Farmaseuttiset tuotteet, kosmetiikka, ruoka | Ruoka, juoma, kulutustavarat |
| Pahvikartonkivaatimus | Tarkka tuck tab -leikkaus ja -pisteet | Vakioläpät – yksinkertaisempi pahvirakenne |
| Nopeuskyky | Erittäin korkea – ei liiman kovettumisaikaa | Korkea – tarvitaan lyhyt liimausaika |
| Uudelleen avattavuus | Kyllä – kuluttaja voi sulkea uudelleen | Ei – täytyy repiä avataksesi |
Tärkeimmät teollisuudenalat, jotka luottavat kartonkikoneisiin
Vaikka pahvikoneita käytetään lähes kaikilla kulutustavaroiden valmistussektoreilla, useilla teollisuudenaloilla on erityisen paljon kartonkiasennuksia, ja ne asettavat tiukimmat vaatimukset koneen suorituskyvylle, vaatimustenmukaisuudelle ja joustavuudelle.
Lääketeollisuus ja terveydenhuolto
Lääkepakkauskoneiden on täytettävä alan vaativimmatkin säädökset ja laatuvaatimukset. GMP (Good Manufacturing Practice) -vaatimustenmukaisuus edellyttää, että kaikki tuotetta koskettavat ja lähellä koskettavat pinnat ovat helposti puhdistettavia ja tarkastettavia, että kone voidaan validoida osoittamaan tasaista suorituskykyä ja että erän täydellinen jäljitettävyys säilyy. Lääkepakkaukset sisältävät tyypillisesti 100-prosenttisen pahvipakkauksen täyttötarkistuksen (tarkistus, että jokaisessa laatikossa on pakkausseloste ja oikea määrä läpipainopakkauksia tai pulloja), painetun laatikon tekstin näkötarkastus, mukaan lukien eränumero ja viimeinen käyttöpäivämäärä, sekä sarjointiintegrointi seuranta- ja jäljitystoimintojen noudattamiseksi EU:n FMD-direktiivin (Falsified Medicines -direktiivi) ja US DSCSA -direktiivin mukaisesti. Lääkepakkausnopeudet ovat 50 - yli 400 laatikkoa minuutissa kiinteillä annosmuodoilla.
Ruoka ja juoma
Elintarvikkeiden pakkauksen sovellukset vaihtelevat nopeasta murolaatikoiden täytöstä useiden satojen laatikoiden minuutissa huolelliseen makeisten pakkaamiseen, joka vaatii lempeää tuotteen käsittelyä. Elintarvikepakkauskoneiden on oltava tuotealueilla valmistettu ruostumattomasta teräksestä ja elintarviketurvallisista materiaaleista, ja niiden on oltava helposti pestäviä hygienian noudattamisen vuoksi. Pakastepakkaukset toimivat kylmissä ja kosteissa ympäristöissä, mikä asettaa lisävaatimuksia elektroniikalle, voitelujärjestelmille ja mekaanisille komponenteille. Monet elintarvikepakkaussovellukset vaativat tarkistusvaaran integroinnin välittömästi pakkauksen jälkeen täyttöpainon tarkistamiseksi ennen laatikon sulkemista – alipainoiset pakkaukset hylätään automaattisesti ennen sulkemista.
Kosmetiikka ja henkilökohtainen hygienia
Kosmetiikkapakkaus sisältää tyypillisesti monenlaisia tuotemuotoja, kokoja ja särkyviä pakkauksia (lasipulloja, pumppuautomaatteja, pakkauspakkauksia), jotka vaativat huolellista käsittelyä. Valmiin pahvipakkauksen esteettinen laatu on ratkaisevan tärkeä – ryppyjä, naarmuja, liimavuotoa tai väärin kohdistettuja läpäitä ei voida hyväksyä korkealaatuisissa kauneuspakkauksissa. Huippuluokan kosmetiikkapakkauskoneet käyttävät servokäyttöisiä akseleita tarkkaan, hellävaraiseen käsittelyyn, hellävaraiseen tarttumiseen kovan puristuksen sijaan sekä näköjärjestelmiä, jotka tarkastavat pahvikotelon ulkonäön ja sulkemisen laadun. Joustavuus laajassa tuotevalikoimassa on erityisen tärkeää kosmetiikassa, jossa uusien tuotteiden lanseeraukset ja kausivaihtelut aiheuttavat toistuvia kokomuutoksia.
Kotitaloustuotteet ja kulutustavarat
Pesuainekapselit, parranajokoneet, kynttilät, pienet elektroniikkatarvikkeet ja lukemattomat muut kulutustavarat pakataan kartonkikoneissa taittolaatikoihin. Nämä sovellukset asettavat usein korkean suorituskyvyn ja maksimaalisen käytettävyyden etusijalle lääkkeiden tarkkuus- ja vaatimustenmukaisuusvaatimukset. Kestävyys, helppohoitoisuus ja nopea vaihto useiden, tyypillisesti yhdellä linjalla käsiteltyjen SKU:iden välillä ovat tärkeimmät koneen valintakriteerit tässä segmentissä.
Kartonkikoneen nopeus ja teho: mitä numerot tarkoittavat
Koneen nopeus - ilmaistuna laatikoissa minuutissa (CPM) - on minkä tahansa kartonkikoneen otsikkospesifikaatio, mutta se vaatii huolellista tulkintaa. Nimellisnopeus on suurin nimellisnopeus ihanteellisissa olosuhteissa, kun yksi kartonkikoko on käynnissä jatkuvasti. Todellinen tuotantoteho on aina nimellisnopeutta pienempi, koska sitä vähentävät suunnitellut seisokit (vaihdot, siivous, aikakauslehtien täyttö), suunnittelemattomat seisokit (mekaaniset viat, tukokset, hylkäystapahtumat) ja tehohäviöt, jotka johtuvat useiden tuotetyyppien käyttämisestä yhdellä koneella.
Laitteiston kokonaistehokkuus (OEE) – koneen saatavuuden, suorituskyvyn ja laatusuhteen tulos – on kartonkikoneen todellisen tuottavuuden merkityksellisempi mittari. Kone, jonka nimellisnopeus on 200 CPM, mutta OEE on 65 %, tuottaa saman todellisen tehon kuin kone, jonka nopeus on 130 CPM ja OEE 100 %. Kun arvioit koneita, pyydä toimittajilta OEE-tietoja vertailukelpoisista referenssiasennuksista sen sijaan, että keskittyisit pelkästään nimellisnopeuslukuun. Useimmissa hyvin hoidetuissa tuotantolaitoksissa OEE-tavoitteet 80–85 % kartonkilinjoille katsotaan saavutettavissa oleviksi. maailmanluokan toiminnan tavoite on 90 % ja enemmän.
Tärkeimmät tiedot, joita voi verrata kartonkikoneita arvioitaessa
Kun arvioit ostettavia kartonkipakkauskoneita, seuraavien eritelmien jäsennelty vertailu paljastaa mallien ja toimittajien väliset erot, jotka ovat tärkeimpiä juuri sinun sovelluksessasi.
- Pakkauksen kokovalikoima: Pahvipakkauksen vähimmäis- ja enimmäismitat, joita kone voi käsitellä kullakin akselilla (pituus, leveys, korkeus). Varmista, että kaikki nykyiset ja suunnitellut laatikkokoot ovat koneen säätöalueella ja että kokojen välinen säätö voidaan tehdä ilman liiallisia seisokkeja.
- Vaihtoaika: Aika, joka tarvitaan siirtymiseen laatikon/tuotteen koosta toiseen, mukaan lukien mekaanisten ohjainten säätö, muotoosien vaihtaminen ja uuden asennuksen validointi. Korkean SKU:n ympäristöissä, joissa koko muuttuu usein, vaihtoajalla on valtava vaikutus käytettävissä olevaan tuotantoaikaan. Työkaluttomat pikairrotettavat osat ja servokäyttöiset koon säädöt vähentävät vaihtoaikaa merkittävästi verrattuna ruuvisäädettäviin mekaanisiin järjestelmiin.
- Käyttöjärjestelmä – mekaaninen nokka vs. servo: Vanhemmissa ja halvemmissa kartonkikoneissa käytetään mekaanisia nokkakäyttöisiä järjestelmiä, joissa kaikki liikkeet on yhdistetty yhteisellä nokka-akselilla. Servokäyttöiset koneet korvaavat useimmat tai kaikki nokat yksilöllisesti ohjatuilla servomoottoreilla, mikä tarjoaa paljon suuremman joustavuuden, helpomman koon säätämisen, kevyemmän tuotteen käsittelyn ja yksinkertaisemman elektronisen vaihdon. Sovelluksissa, jotka vaativat suurta joustavuutta ja toistuvia vaihtoja, servokäyttöiset pakkaukset ovat erittäin suositeltavia korkeammista alkukustannuksistaan huolimatta.
- Tuotteiden syöttö- ja ryhmittelyjärjestelmä: Tuotesyötön suunnittelu – miten tuotteet erotellaan, lasketaan, ryhmitellään ja toimitetaan pahvin lastauspaikkaan – on sovitettava tuotteen tiettyihin ominaisuuksiin. Läpipainopakkaukset, pullot, putket, pussit ja herkät esineet vaativat kaikki erilaisia syöttötapoja. Arvioi, onko toimittajalla osoittanut kokemusta tietystä tuotetyypistäsi ja mitä joustavuutta syöttöön on rakennettu tuotevaihteluiden käsittelyssä.
- Tarkastus- ja hylkäysjärjestelmä: Ymmärrä, mitkä tarkastukset tehdään jokaiselle laatikolle ennen purkamista – tuotteen läsnäolo, pakkausselosteen kiinnityksen tarkastus, laatikon sulkemisen eheys, tulostuksen tarkastus – ja mikä on väärän hylkäysprosentti. Järjestelmä, jossa on erittäin alhainen virhehylkäysaste, vähentää tuotehävikkiä ja tuotantokatkoksia; järjestelmä, josta puuttuu aidot viat, aiheuttaa laatuongelmia loppupäässä.
- HMI ja ohjausalusta: Käyttöliittymän tulee olla selkeä, intuitiivinen ja kyettävä näyttämään eri tuotemuotojen vikadiagnostiikat, tuotantotilastot ja reseptien hallinta. Hyvin suunniteltu käyttöliittymä vähentää kuljettajan koulutusaikaa, nopeuttaa vianmääritystä ja tekee vaihdon hallinnasta yksinkertaisempaa. Tarkista, perustuuko ohjausalusta laajalti tuettuun PLC- ja SCADA-järjestelmään, johon paikallista teknistä asiantuntemusta ja varaosia on helposti saatavilla.
- Yhteydet ja teollisuus 4.0 -valmius: Nykyaikaisten kartonkikoneiden tulisi tarjota OPC-UA tai vastaava tietoyhteys integroitaviksi tuotannon suoritusjärjestelmiin (MES), toiminnanohjausalustaan (ERP) ja yleisiin linjavalvontajärjestelmiin. Reaaliaikaiset tuotantotiedot, vikojen kirjaaminen ja ennakoivat huoltohälytykset ovat yhä enemmän vakio-odotuksia uusien laitteiden asennuksilta.
Automaattiset vs. puoliautomaattiset kartonkikoneet
Kaikki tuotantoympäristöt eivät vaadi täysin automaattista kartonkikonetta. Puoliautomaattiset pakkaukset suorittavat jotkin vaiheet automaattisesti – tyypillisesti laatikon pystyttämisen ja sulkemisen – samalla, kun käyttäjä vaatii, että tuote asetetaan manuaalisesti avoimeen laatikkoon. Ne ovat käytännöllinen ja kustannustehokas ratkaisu pienempien volyymien toimintoihin, aloittaviin yrityksiin, pilottituotantoon ja tuotteisiin, jotka ovat liian monimutkaisia tai hauraita automaattiseen lastaukseen.
Puoliautomaattiset kartonkikoneet toimivat tyypillisesti nopeudella 10–40 laatikkoa minuutissa, vaativat yhden tai kaksi kuljettajaa lastausasemalla ja maksavat huomattavasti vähemmän kuin vastaavan tuotantonopeuden täysautomaattiset koneet. Niiden suhteellisen yksinkertainen mekaaninen rakenne tarkoittaa myös pienempiä huoltovaatimuksia ja helpompaa kuljettajan koulutusta. Kompromissi on korkeammat työvoimakustannukset laatikkoa kohden ja manuaaliseen tuotteiden sijoitteluun luontainen vaihtelu – kohdistus, suunta ja työntöjärjestys riippuvat käyttäjän taidosta ja huomiosta.
Täysautomaattiset kartonkikoneet eliminoivat käyttäjän lastausasemalla kokonaan ja korvaavat manuaalisen työntämisen mekaanisilla työntökoneilla, poiminta- ja paikkaroboteilla tai jatkuvatoimisilla lastausjärjestelmillä. Ne ovat taloudellisesti perusteltuja, kun tuotantomäärät, työvoimakustannukset tai hygieniavaatimukset tekevät manuaalisesta lastauksesta epäkäytännöllistä. Lääketuotannossa kontaminaatiovalvontaa koskevat säännökset edellyttävät usein täysin automaattista lastausta jopa suhteellisen vaatimattomilla tuotantonopeuksilla.
Mitä tulee tarkistaa ennen kartonkikoneen ostamista
Kartonkikoneen hankinta on merkittävä pääomainvestointi, jolla on pitkäjänteisiä vaikutuksia tuotantokapasiteettiin ja joustavuuteen. Seuraava tarkistuslista kattaa tärkeimmät due diligence -vaiheet ennen sitoutumista toimittajan ja koneen spesifikaatioihin.
- Tehdashyväksyntätesti (FAT): Vaadi aina täysi FAT toimittajan laitoksessa ennen koneen lähettämistä, joka toimii todellisten laatikoiden ja tuotteiden kanssa. Varmista, että kaikki määritetyt nopeudet, vaihtoajat, hylkäysteho ja tarkastustoiminnot täyttyvät realistisissa käyttöolosuhteissa. Kaikki FAT:ssa havaitut ongelmat ovat paljon halvempia ja nopeampia ratkaista toimittajan tiloissa kuin asennuksen jälkeen.
- Viitesivustokäynnit: Pyydä referenssejä asiakkailta, jotka käyttävät samanlaisia tuotteita, kartonkityyppejä ja linjanopeuksia samalla konemallilla. Käynti toimivassa laitoksessa paljastaa todellisen suorituskyvyn, luotettavuuden, huoltovaatimukset ja käyttäjien kokemuksen, joita mikään esite tai FAT ei voi täysin jäljitellä.
- Varaosien saatavuus ja toimitusajat: Tunnista kriittiset varaosat – ne, joiden vika pysäyttäisi linjan – ja varmista, että toimittaja tai läheinen jakelija pitää niitä varastossa lyhyillä toimitusajoilla. Jos koneessa on pitkiä tuotantoajoja, harkitse kriittisten varaosien säilyttämistä paikan päällä minimoidaksesi odottamattomien komponenttivikojen aiheuttaman seisokkiriskin.
- Huolto- ja tukiverkosto: Varmista, että toimittajalla on huoltoinsinöörejä, jotka voivat saavuttaa laitoksesi hyväksyttävän vasteajan kuluessa. Etädiagnostiikkaominaisuus – jossa toimittaja voi muodostaa yhteyden koneen PLC:hen etäyhteyden kautta diagnosoidakseen vikoja – vähentää merkittävästi ohjelmistoihin ja asetuksiin liittyvien ongelmien seisokkeja, ja se on yhä standardisoitunut arvostettujen kartonkikonetoimittajien tarjonta.
- Tulevaisuuden varmistus ja päivityspolku: Harkitse, voidaanko kone päivittää käsittelemään uusia kartonkikokoja, suurempia nopeuksia tai uusia tarkastusjärjestelmiä yrityksesi kasvaessa. Modulaariset konearkkitehtuurit, jotka mahdollistavat tulevat päivitykset, ovat arvokkaampia pitkällä aikavälillä kuin kiinteän suunnittelun koneet, joissa ei ole päivityspolkua.
- Kokonaisomistuskustannukset (TCO): Katso ostohinnan lisäksi koneen käyttökustannuksia sen odotetun käyttöiän aikana – energiankulutusta, varaosia ja kulutusosia, huoltotyötä, kuljettajien koulutusta sekä suunnitelluista ja suunnittelemattomista seisokeista aiheutuvista menetetyistä tuotantokustannuksista. Kone, jonka hankintahinta on 20 % korkeampi, mutta jonka TCO on huomattavasti pienempi kymmenen käyttövuoden aikana, on parempi taloudellinen valinta.
Kartonkikoneiden tulevaisuutta muovaavat trendit
Kartonkipakkauskonemarkkinat kehittyvät nopeasti vastauksena kuluttajien pakkausmieltymyksiin, lainsäädännöllisiin vaatimuksiin, kestävän kehityksen paineisiin ja valmistustekniikkaan. Useat merkittävät trendit muokkaavat kartonkipakkausten suunnittelua ja määrittelyä nykyään ja jatkuvat myös tulevina vuosina.
Kestävä kehitys on yksi vahvimmista kartonkipakkauksia ja siten kartonkikonesuunnittelua muokkaavista voimista. Kun tuotemerkit siirtyvät muovipakkauksista kartonkipakkauksiin – sekä sääntelypaineen (kertakäyttöisten muovien kielto monilla markkinoilla) että kuluttajien mieltymysten vuoksi – kartonkikoneiden kysyntä kasvaa. Samaan aikaan uudet kestävät kartonkimallit, mukaan lukien kierrätetystä sisältökartongista valmistetut laatikot, ohuempi kartonki ja vaihtoehtoisilla sulkemismekanismeilla varustetut pahvilaatikot, jotka välttävät tarttumista, luovat uusia haasteita kartonkikoneille, joiden on käsiteltävä näitä materiaaleja luotettavasti. Koneiden toimittajat reagoivat herkemmällä jännityksenhallintajärjestelmillä, säädettävillä taittovoimilla ja laajemmalla yhteensopivuudella vaihtoehtoisten kartonkilaatujen ja -pintojen kanssa.
Sarja- ja digitaaliliitettävyysvaatimukset kovenevat edelleen – erityisesti lääkepakkauksissa, joissa toimitusketjun päästä päähän -jäljitettävyys on nyt sääntelyvaatimus useimmilla suurilla markkinoilla. Pakkauksen pakkauskoneiden on integroitava saumattomasti näöntarkastusjärjestelmiin, jotka tarkistavat jokaiseen laatikkoon painetut sarjakoodit, hylkäävät vaatimustenvastaiset pakkaukset ja lataavat varmennustiedot toimitusketjun hallintajärjestelmiin reaaliajassa. Sarjaamisen monimutkaisuus ja tiedonhallintavaatimukset ovat tehokkaasti nostaneet kaikkien uusien lääkepakkauslaitteiden peruskapasiteettiodotuksia. Elintarvikkeiden ja kulutustavaroiden pakkaamisessa otetaan käyttöön yhä useammin samoja tiedonsiirto- ja jäljitettävyysominaisuuksia, kun vähittäiskauppiaat ja sääntelyelimet laajentavat seuranta- ja jäljitysvaatimuksia lääkkeiden ulkopuolelle.













Ota yhteyttä